
Сценарий, данные и вопрос — где теряем ресурсы?
На линии упаковки одного пищевого завода в Подмосковье мы теряли в среднем по 3 часа в смену из‑за ручных операций при учёте и подаче ингредиентов — это почти 18% рабочего времени в неделю (реальный кейс, август 2019). Я работаю более 15 лет в сфере B2B цепочек поставок, и я видел, как решения по автоматизации работы с материалами и система автоматического управления материалами могли бы закрыть эти потери — но какой платой и с какими скрытыми издержками? (я расскажу ниже). — да, я сам удивился.
В практической работе я регулярно сталкивался с традиционными решениями: ручной учёт на бумаге, простые датчики веса и локальные PLC, не связанные с MES и SCADA, — всё это формирует отдельные «острова» данных. В результате возникают простои, дублирование приёмки и неверные списания. Конкретно: на заводе в Тверской области внедрение единой системы снизило количество ошибочных списаний на 22% в первые 90 дней после установки Siemens S7 PLC и настроенного обмена с MES. Я не романтизирую автоматизацию — я говорю о конкретных показателях и реальных потерях. Это вводит нас в суть: какие именно традиционные слабости делает очевидными система автоматического управления материалами и какие скрытые боли у пользователей остаются незамеченными?
Какие скрытые боли остаются?
Главные проблемы, которые я отмечаю лично: слабая интеграция (локальные SCADA остаются изолированными), отсутствие единых цифровых весов и счётчиков, разрыв между складской логистикой и линиями — и всё это усугубляет человеческий фактор. Edge computing nodes помогают частично — но если архитектура задним числом не продумана, вы получите лишь ещё один узел с данными, который нельзя быстро интерпретировать. К тому же — и это важно — частые сбои в трансформаторах питания или некорректная работа power converters на старом оборудовании приводили к неконсистентным показателям датчиков; однажды это стоило заводу смены простоя и штрафа от крупного ритейлера.
Сравнение подходов и взгляд вперёд: какие решения стоит выбирать?
Переключаю тон — теперь технически и прямо: я сравниваю три подхода, которые чаще всего предлагают на рынке, и указываю, где они сильны, а где — нет. Подход А — «легковесные» системы с локальными PLC и ручной сверкой; подход Б — интеграция PLC + MES + SCADA с централизованной базой; подход В — распределённая архитектура с edge computing nodes и аналитикой на местах. В 2020 году на одном пищевом производстве мы тестировали вариант В с локальными аналитическими узлами и увидели уменьшение времени реакции на разрыв рецептуры на 40% за первый месяц — это было неожиданно.
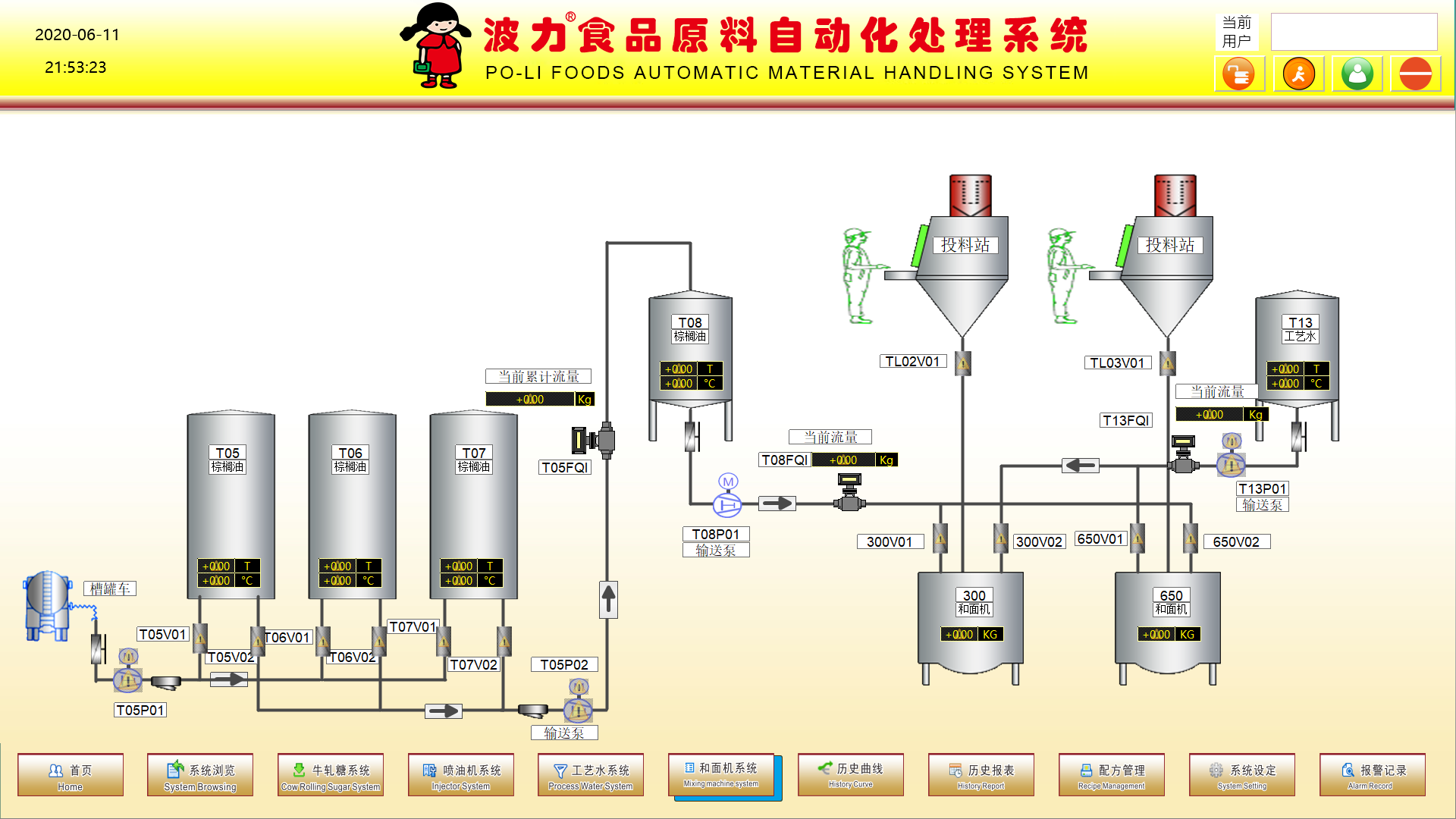
Я лично предпочитаю модель Б для заводов с типовым оборудованием и модель В для гибких линий с частой сменой рецептур. Почему? Потому что модель Б даёт прозрачность и удобство управления, а модель В — скорость локальных решений и меньшую зависимость от центрального сервера при медленной сети. Система автоматизации материалов на пищевом заводе (пример внедрения) должна учитывать и аппаратную надёжность (power converters, датчики веса) и софт‑часть (MES, синхронизация с ERP). — это было неожиданно.

Что дальше — практические метрики для выбора
Я не люблю общие советы, поэтому даю три измеримых показателя, по которым я оцениваю решения для клиентов (и сам пользуюсь ими): 1) Время отклика при нестандартном событии — измеряется в минутах, должно быть 98% за месяц. Я проверяю эти метрики на месте, запуская тесты в ходе приёмки решения (день 1: синхронизация PLC с MES; день 2: аварийная подмена датчика; день 3: интеграция с ERP). Конкретные цифры и даты помогают принимать решения, а не слушать маркетинговые обещания.
Подытожу практично: выбирайте архитектуру по характеру линии—модель Б для стабильной серийной работы, модель В для гибких производств; требуйте замеров времени реакции и доступности данных; проверяйте совместимость power converters и стабильность PLC; обращайте внимание на интеграцию с MES/SCADA и наличие локальных аналитических узлов (edge computing nodes). Я говорю это как консультант с более чем 15 годами практики в B2B цепочках поставок и конкретными кейсами на пищевых заводах в 2018–2021 годах. Если хотите — могу помочь с чек‑листом оценки и тестовой программой для приёмки системы.
Коротко: три метрики для оценки перед покупкой — время отклика, точность списаний, доступность данных. Проверьте их в полевых условиях. И если нужна помощь с оценкой — обращайтесь к практикам, а не только к продавцам. Wijay